ConviTec increasingly focuses on plant engineering:
ConviTec does not only offer individual machines but also complete solutions for all industrial and procedural tasks of vibrating and special machine construction all over the world. Our core competences include planning, manufacture, assembly and commissioning of complete conveyor, screening, cooling, drying, dosing and control systems for different bulk materials and unit loads. Our range of services also includes functional service with vibration analyses, maintenance, service works and spare parts supply. Our team has many years of experience in the field of vibrating machines and plant engineering. We respond innovatively, flexibly and quickly to our customers’ wishes and needs and offer complete solutions at competitive prices.
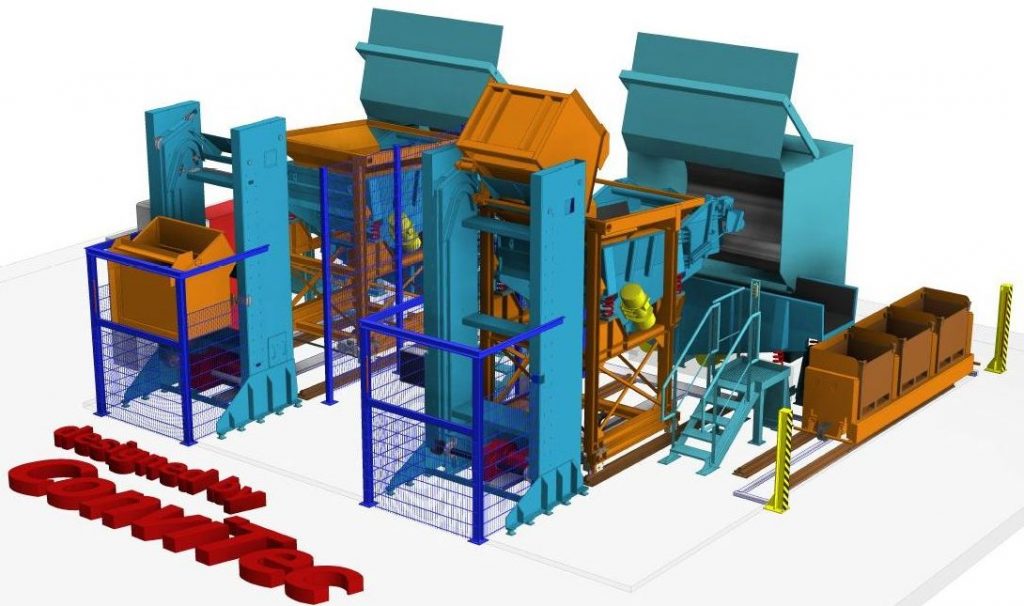
For a German customer ConviTec projected, delivered, installed and commissioned a fully automatic feeding and conveyor system with weighing device for two belt shot blast machines and a container station for transport boxes that are filled fully automatically.
The “buffer feeder for blast machines” plant is used for automatic filling of blast machines. A recipe management system ensures variable filling, blasting and unloading of the blasting material.
Using transport boxes, a forklift operator puts the material in a lift-tipping device. The boxes are recorded via container detection. While the fork is retracted the lift-tipping device is automatically put into operation, the blasting material is fed through a funnel into the moveable loader and weighed at the same time. Provided that the moveable loader is in loading position. According to the preset filling cycle, the loader moves into the open and empty blast machine. After complete unloading and/or reaching the maximum filling quantity of the blast machine, the loader is driven back into home position in order to start the loading process again.
After successful filling of the blast machine, the hood is closed and the blasting process starts according to the given recipe. Once the blasting process is completed, the blasting material is discharged in portions from the troughed belt of the blast machine onto the feeder. In a plant, it is possible to transport the blasting material from the conveying trough into a container provided at the container station. A free container is chosen automatically by means of a laser level control device.
The two systems communicate with each other via ProfiNet.
The electric control consists of a control cabinet where a Siemens-1500-PLC control is integrated together with several SEW frequency converters. The recipes are created on a 15“-Touch IPC, which also monitors the plant. In addition, a 10“-Touch IPC each is installed in the respective lift-tipping devices where the recipes can be preselected by the forklift operator.
In the inspection glass of the lift-tipping device, an infrared camera monitors the temperature of the blasting material prior to feeding.